在金属材料热处理过程中,碳势指在一定的温度下,在某种特定的气氛中,纯铁在该气氛达到平衡稳态时,纯铁中的含碳量。碳势参数代表在某种气氛改变被热处理工件表面含碳量的能力。
氧探头是利用氧化锆陶瓷敏感元件来测量各类应用种的氧含量。氧化锆是一种固态电解质,在高温下实现离子导电。当达到一定温度时,氧化锆就会成为氧离子良好的导体,构成氧浓度差电池。
根据碳势的定义及金属热处理渗碳气氛化学反应方程式及热力学原理,碳势的测量为根据炉内气氛的温度、氧电势、CO含量计算出当前的碳势值。故根据实际采集到的温度、氧电势、CO含量测量值。
由函数计算中可得出, 碳势测量值的大小由温度、氧电势、一氧化碳共同作用的结果。 2900CP 可以实现三元精确测量碳势。
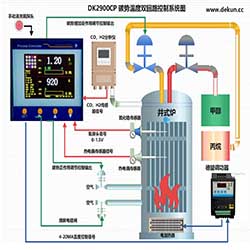
2900系列碳势控制器适用与热处理过程中的气氛控制。它增加了测量炉膛内碳势及氧氛的功能。典型应用为:
• 钢铁的渗碳
• 硅酸盐氧化锆传感器用来测量炉膛内的碳势,其工作温度应在600°C以上,典型温度范围是600-1100°C。氧化锆探头是由两个金属电极中间夹二氧化锆构成的,它有一面对外开放来进行检测。有些氧化锆探头内还装进了一只热电偶用来测量过程温度。随着温度的不同氧化锆探头可产生0.0-1.5V的电压信号。在碳势测量中通常输出电压为1.0-1.3V。
炭黑极限报警
炉膛内的烟雾及灰尘可能会沉积在探头上形成积碳。积碳会使传感器测量的结果不准确进而导致炉体及工件的损坏。2900系列碳势控制器可检测积碳的多少并在积碳过量时提供一个报警信号。其算法是由传感器制造商提供的。它是根据探头的测量信号进行碳势计算,如果结果超出了正常范围则发出炭黑极限报警。
如果仪表检测到报警条件发生,则在初始显示状态下的下行显示器上闪烁的显示出“Soot”。
探头吹扫:探头的积碳,可以用压缩空气吹扫探头的透气孔来清除积碳。典型的清洗周期为4-8小时。2900系列碳势控制器具有探头清洗功能,通过继电器输出可以自动或手动的进行清洗。
对于氧探头的清洗,在清洗过程中仪表将保持原气氛值,直到清洗结束再重新进行计算过程值。在清洗过程中仪表会监视传感器的输出,是否能在预定时间内恢复。如果实际的恢复时间超过了设定的恢复时间,则会产生一个报警输出(用户设定报警功能时)。
|
产品说明 |
同类产品 |
